The scientists in the downstream process development team have an average of 10 years of experience. The team has demonstrated unparallel expertise and capabilities in purifying proteins of various structure forms and in developing downstream processes that meet the expectation of Zencore’s clients.

Purifying proteins of various forms
Adapting unit operations for downstream process using a standardized platform
Developing and optimizing project-specific downstream unit operations for non-mAb molecules
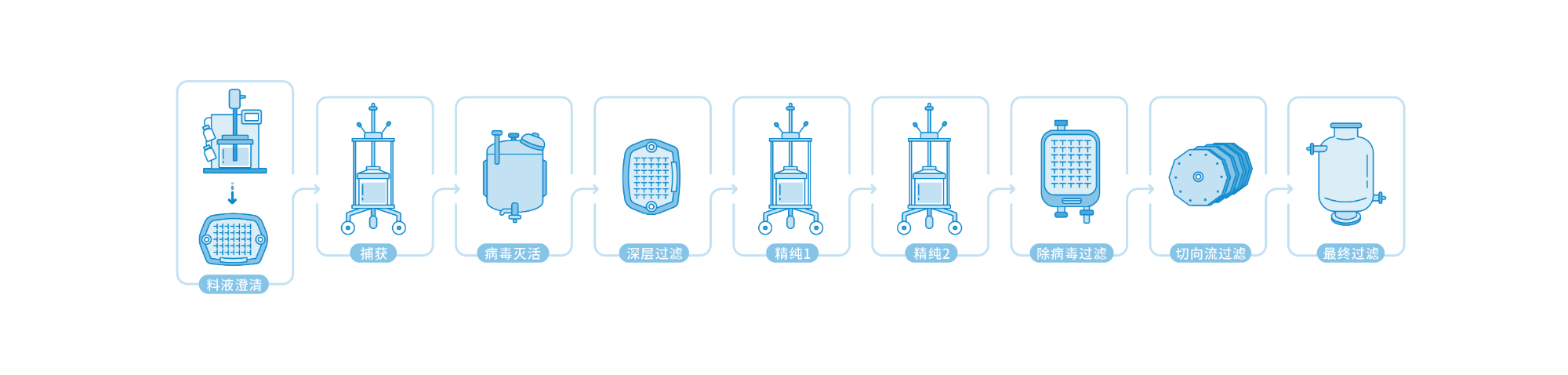
Developing clarification process (depth filtration and centrifuge process)
Developing and optimizing chromatography process (affinity, ion exchange, hydrophobic interaction, mixed-mode chromatography)
Developing of virus inactivation (low pH incubation, solvent/detergent-reduction filtration process)
Developing of tangential flow filtration (TFF) process
Transferring downstream process to pilot-scale production
Performing risk assessment of downstream unit operation
Performing scale-down model qualification and process characterization of downstream process unit operation
Conducting comprehensive lifetime studies for chromatography resin and tangential flow filtration filter
Over 250 projects, including monoclonal antibodies, bi-specific antibodies, recombinant proteins, fusion proteins, and cytokines have been successfully completed.
Our process development or characterization platforms is fully customizable to meet the unique requirements of each client. Our team will conduct a thorough evaluation of each project's properties to guide the process development effectively. Critical Quality Attributes (CQA) and Critical Process Parameters (CPP) will be defined following a comprehensive risk assessment of both the product and its process. Utilizing a Design of Experiments (DoE) approach, we aim to define the design space to accurately determine the process parameters. The criticality of these process parameters will be ascertained through rigorous experimentation and risk assessment procedures. Our primary goal is to ensure that the product's quality attributes are consistently met in the scaled-up process.
Customized services include preclinical process development and IND filing preparation for early clinical manufacturing, late-stage clinical manufacturing, process validation, risk management and assessment, process characterization study, etc. are provided to assist client for NDA / BLA submissions.
Our robust and comprehensive platform supports process development by enabling chromatography and optimization, microfiltration and ultrafiltration, and viral clearance studies, ensuring high-quality and efficient outcomes for every project.
A project is typically completed within a time frame of 1.5 months.
Excellent process yields, with overall yield for mAb at about 70-80%. Process and product-related impurities are significantly reduced to meet quality attributes.


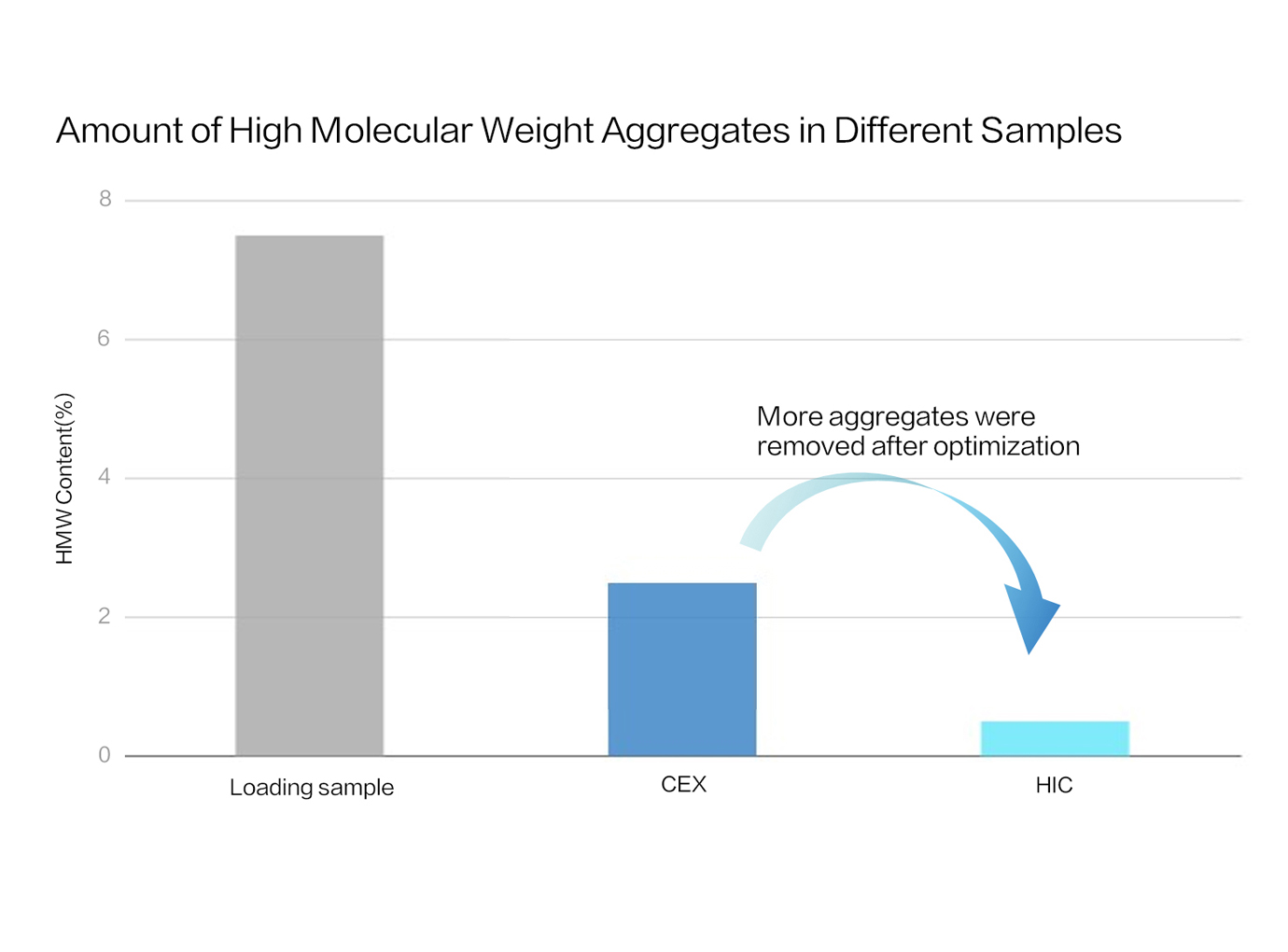
Issue: A relatively high level of aggregation was observed for a monoclonal antibody project during the upstream stage. Attempts to remove these aggregates using conventional cation exchange chromatography was not successful. Furthermore, potential product self-aggregation was observed. Both issues resulted in low purity and low product yield of approximately 70%.
Strategy: Based on our experience, we tested suitable hydrophobic interaction chromatography resin, optimized the operating conditions for the resin, and developed a process hydrophobic interaction chromatography (HIC) with a flow-through mode. This approach allowed us to determine the optimal process parameters for aggregate removal.
Results: Aggregates were effectively removed with HIC in flow-through mode. Furthermore, higher loading capacity was achieved with HIC than that of cation exchange chromatography. The purity of the product exceeded 99% for the main peak, as tested by HP-SEC, and the step yield increased to 90%. Moreover, implementing the HIC chromatography process in flow-through mode proved to be both convenient and cost-effective for manufacturing purposes.
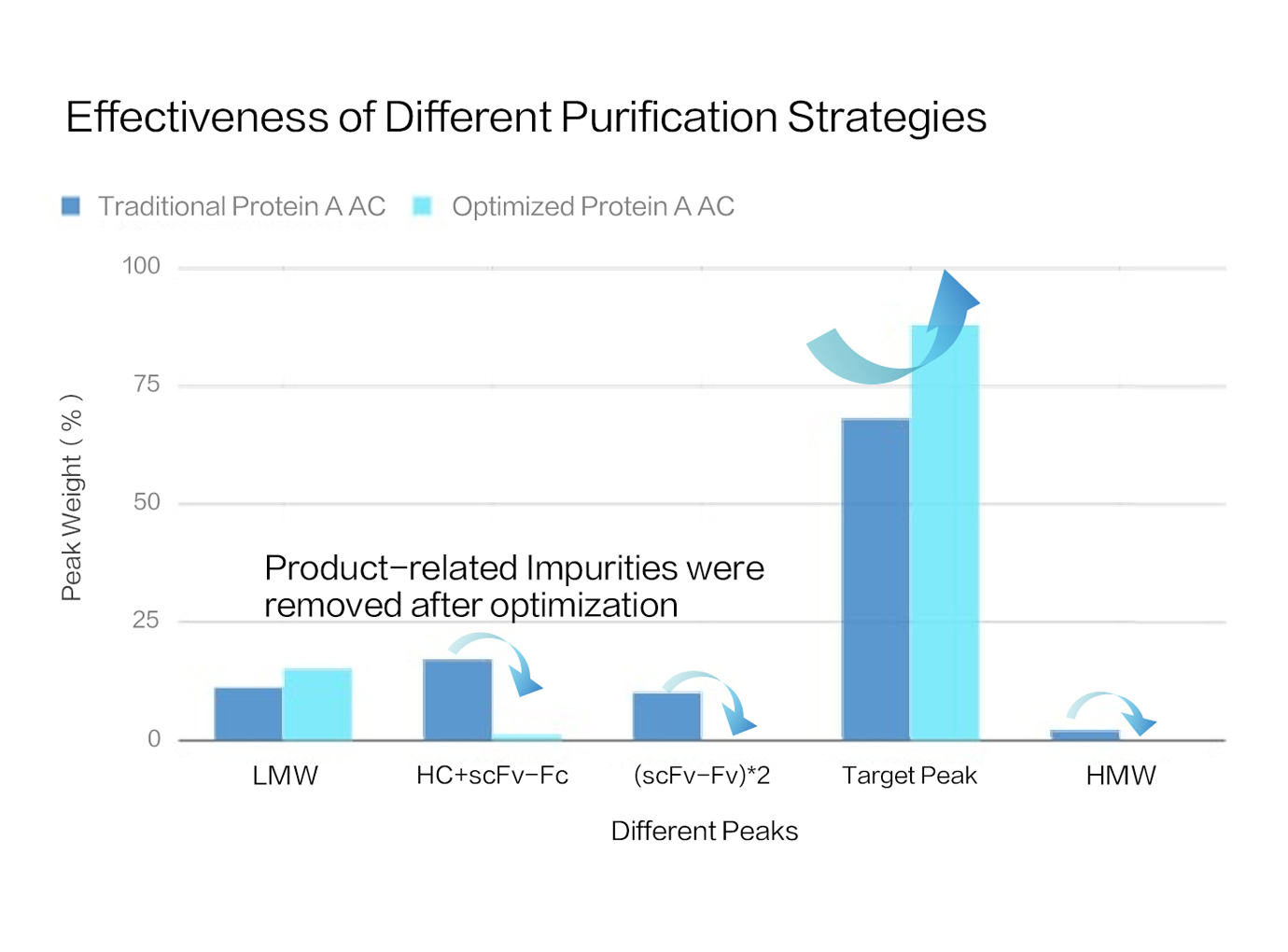
Issue: Low purity was observed in a bispecific antibody project during the upstream stage. Various low molecular weight impurities, such as (HC + ScFv-Fc), and homodimer (ScFv-Fc) *2, were detected. The similarity in charge or hydrophobicity between these impurities and the target molecule posed significant challenges for their separation and removal using conventional ion exchange, hydrophobic interaction, or mixed-mode chromatography resins.
Strategy: Leveraging the understanding of the bi-specific antibody molecule's structure, we exploited the affinity binding difference between the target molecule and impurities towards the selected protein A resin. By optimizing elution parameters, we successfully separated and removed the (HC + ScFv-Fc) from the homodimer (ScFv-Fc) *2.
Results: The optimization of isocratic elution conditions for affinity chromatography led to the successful removal of the (HC + ScFv-Fc) and homodimer (ScFv-Fc) * 2. Consequently, the purity level increased from 70% to 90% as measured by NR-CE. Furthermore, the robustness and scalability of this process were confirmed in 200 L pilot production. This method effectively eliminated product-related impurities during the capture step of the downstream process, markedly reducing the burden of impurity carryover into subsequent polishing chromatography steps.
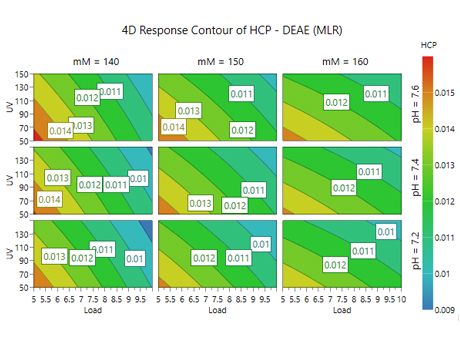
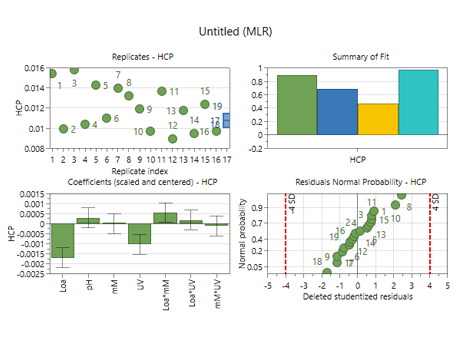
Issue: A recombinant protein project with a complicated downstream process. Limited process development data were available, particularly regarding the process parameters that influence product quality.
Strategy: Initially, a scale-down model of each process was established. Preliminary experiments to evaluate process performance was performed and data from this study alongside information from previous development and production batches were analyzed. This approach facilitated a comprehensive risk assessment, enabling us to employ Design of Experiments (DoE) methodologies for detailed process characterization studies.
Results: Analysis of the preliminary study allowed us to establish a reasonable risk assessment scoring system and develop a DoE protocol for process characterization study. Insights gained from preliminary experiments contributed to the selection of potential critical process parameters. Subsequently, a series of experiments were conducted as part of this characterization study. Upon reviewing the outcomes of these experiments and the DoE data, we were able to define the Proven Acceptable Range for the process parameters. These parameters were then verified through worst-case linkage experiments.